No.68 オートクレーブの温度変化(プレバキューム有り、実測結果)
今回は、当社がオートクレーブで実際に測定した被滅菌物(不織布)の温度データを
その一例としてご紹介します。
1.温度測定の方法
1.1 測定条件
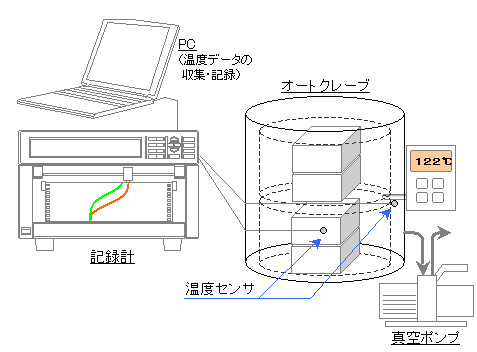
●オートクレーブ (真空ポンプ付き)
・設定温度 :122℃
・プレバキューム :2回 ・・・昇温中に2回真空排気する。
●滅菌対象物
・滅菌缶に入れた不織布(約150×150×100(mm))
・上記滅菌缶を 計4個 設置する。
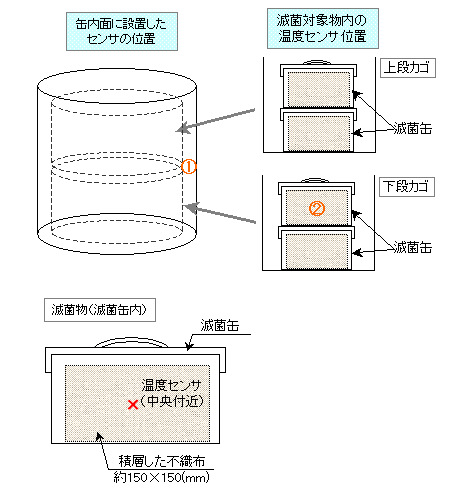
●温度センサの設置場所
・合計 2箇所
・オートクレーブの缶内面に1箇所
・滅菌缶の中心付近に1箇所
1.2 温度センサの設置位置
1.3 測定システムのイメージ
2.測定した結果(被滅菌物の温度上昇)
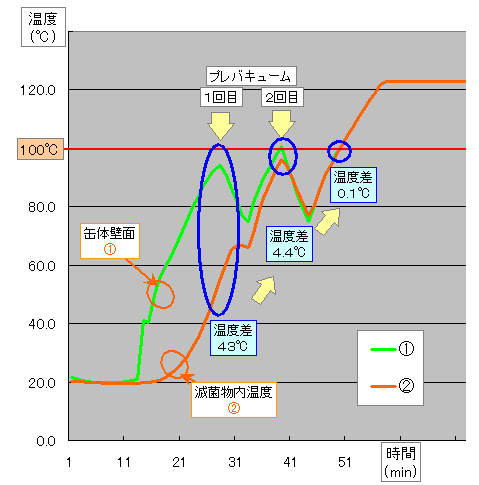
3.上記の結果からいえることは
◇ 加圧/真空を繰り返すことで、「不織布の内部」と「缶体内面」の温度差が
少なくなることが分かります。
□ 1回目の加圧/真空操作では、温度差が『43℃→4.4 ℃』と大幅に接近。
□ 2回目の加圧/真空操作で、温度差が『4.4 ℃→0.1℃』とほぼ同じ温度に。
■ この様に、加圧/真空して蒸気の脈動を繰り返すことで、温度の上昇を妨げる
不織布内部の空気が排出→蒸気に置換され、昇温時の温度差が小さくなって
くると考えられます。
● 実際には、滅菌する対象や運転の条件により温度の状況は異なります。
オートクレーブでは使用時の条件(負荷物の量、内容等)で検証しておくことが、
使用時の滅菌状態の保証で重要になります。
▼関連「装置の実験データ」はこちら
No.61 オートクレーブでの熱浸透測定(実測結果)
No.32 オートクレーブでの熱浸透測定(実測結果)
▼このページの「メルマガ記事」はこちら
メールマガジン第90号オートクレーブでの真空時の温度変化